
Moisture content is a critical criterion to determine the acceptability of treated sewage sludge (called biosolids or sludge cake) as an acceptable product for use as a fuel and a nutrient-rich organic material. Moisture analyzers play a vital role in quality control procedures at sludge dewatering plants.
After the brief intro our post explains two options for moisture analysis at these plants.
A Brief Intro to Sludge Dewatering at Sewage Treatment Plants
Improved wastewater treatment processes separate sewage sludge, called cake, as a usable biomass from water that must meet regulated levels of purity before being discharged into water courses.
For the cake to be useable its moisture content must be known to within 0.5 – 1%. This knowledge helps operators to control the drying process that turns biomass into a fuel. Industrial-scale dryers are used in this operation. As you might imagine, the lower the moisture content the more efficient the drying operation.
As a start, host sewage treatment plants discharge contains 70 to 80% water.
To be used as a fuel the cake must be dried to reduce moisture content to 9% - 10%. This is accomplished in a direct contact dryer. The resulting product is fed into a gasifier that converts the feed into thermal energy. The biomass becomes the fuel to operate the system, thus lowering the consumption of oil, natural gas or other energy sources.
Ash resulting from the burning process can be used as a biologically inert, odor- and disease-free product for blending in soil composts.
Two Options to Measure Sludge Cake Moisture Content
If moisture content is a critical criterion to determine the acceptability of sludge cake, accuracy is the guiding criterion to determine moisture content. As noted just above, for cake to be usable its moisture content must be known to with 0.5 to 1%.
Two methods of determining moisture content in biosolids or sludge cake are widely employed. Both deliver the required accuracy; the tradeoff is balancing the time it takes to complete an analysis vs. the cost of the equipment.
One is through the use of a benchtop halogen moisture analyzer, the other is a microwave moisture analyzer. In the latter case we are not talking about your kitchen microwave used to make popcorn and speed food preparation.
Let's look at each of these options.
Halogen Moisture Analyzers in Sludge Dewatering Operations
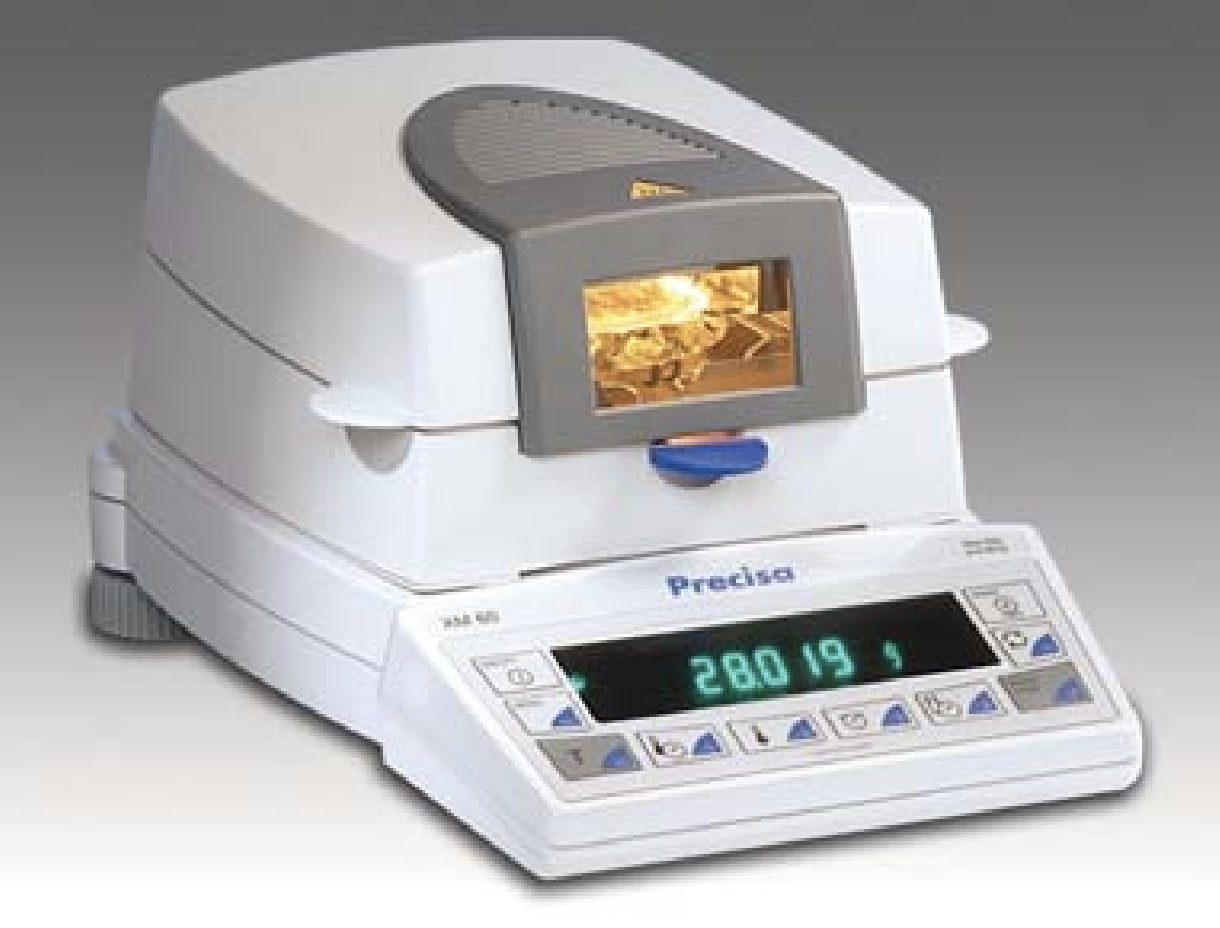
A halogen moisture analyzer such as the Precisa XM 60 model available from Tovatech combines a high-efficiency halogen heater with a precision analytical balance. It determines moisture content of the sample by the loss on drying (LOD) process. Simply explained, LOD indicates the moisture content by comparing the weight of the sample before and after the drying cycle.
The difference is the moisture content.
Readout - what you see on the display - is to 0.001 g or 0.01% moisture for the XM 60.
It is a simple procedure once operating parameters are programmed into the analyzer. Here is a suggested but highly simplified methodology although you will probably have or develop your own SOP.
- Put a dry fiberglass filter and sample plate on the moisture analyzer sample plate holder. Tare the balance.
- Set the drying temperature to 200⁰C
- Carefully spread approximately 5 grams of sludge sample over the filter, which helps assure even distribution. The weight will appear on the moisture balance LCD. Record the weight.
- Close the cover of the balance to start the process. It will terminate when the dry weight is stable or after a pre-set time. The moisture content is shown on the LCD.
Allow approximately 20 minutes for a typical analysis.
For record-keeping purposes data can be transferred to a printer or PC via an RS 232 interface.
A Microwave Moisture Analyzer for Sludge Dewatering Operations

A microwave-based moisture analyzer for sludge dewatering operations is exemplified by the CEM LabWave 9000™ unit also available from Tovatech. It provides the degree of accuracy and results-recording capabilities equal to the halogen-based XM 60 described above.
The main differentiator between the two types of moisture analyzers is how quickly results are obtained.
The microwave-based LabWave 9000 results are obtained in approximately 6 minutes vs. approximately 20 minutes for the halogen-based XM60.
If speed is critical (6 minutes vs. 20 minutes) then the decision is made.
If speed is not that critical, consider that the compact benchtop XM60 weighs about 14 pounds vs. 110 pounds for the much larger LabWave 9000.
Additionally, in terms of pricing you'll pay about 3 times more for the microwave-based moisture analyzer.
In Summary
Improved wastewater treatment processes separate sewage sludge, called cake, as a usable biomass from water that must meet regulated levels of purity before being discharged into water courses. The moisture content of the cake must be known to within 0.5 – 1% to control the drying process that turns it into a fuel. This is determined by using a moisture analyzer in a documented procedure that can occur several times a day.
Moisture content specifications covering a wide range of products are developed by trade and government organizations as a quality control step. A company’s operations manual should describe how to use a moisture analyzer to confirm that moisture content meets the specifications. The manual should also specify when the moisture balances should be re-calibrated to maintain accuracy.
Please contact the scientists at Tovatech for help in selecting and using a moisture analyzer for your wastewater sludge treatment operations.